
weitere Beiträge in dieser Kategorie...


Used machines:
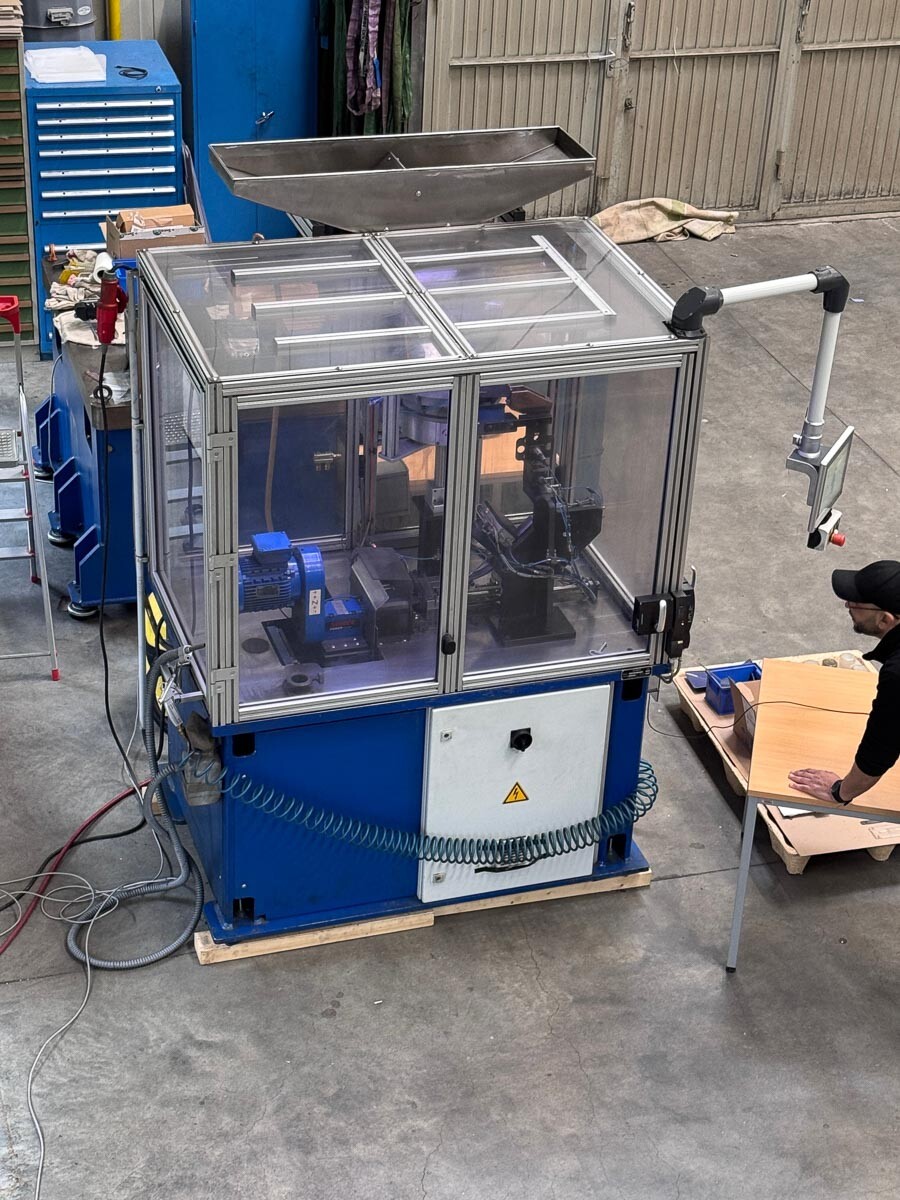
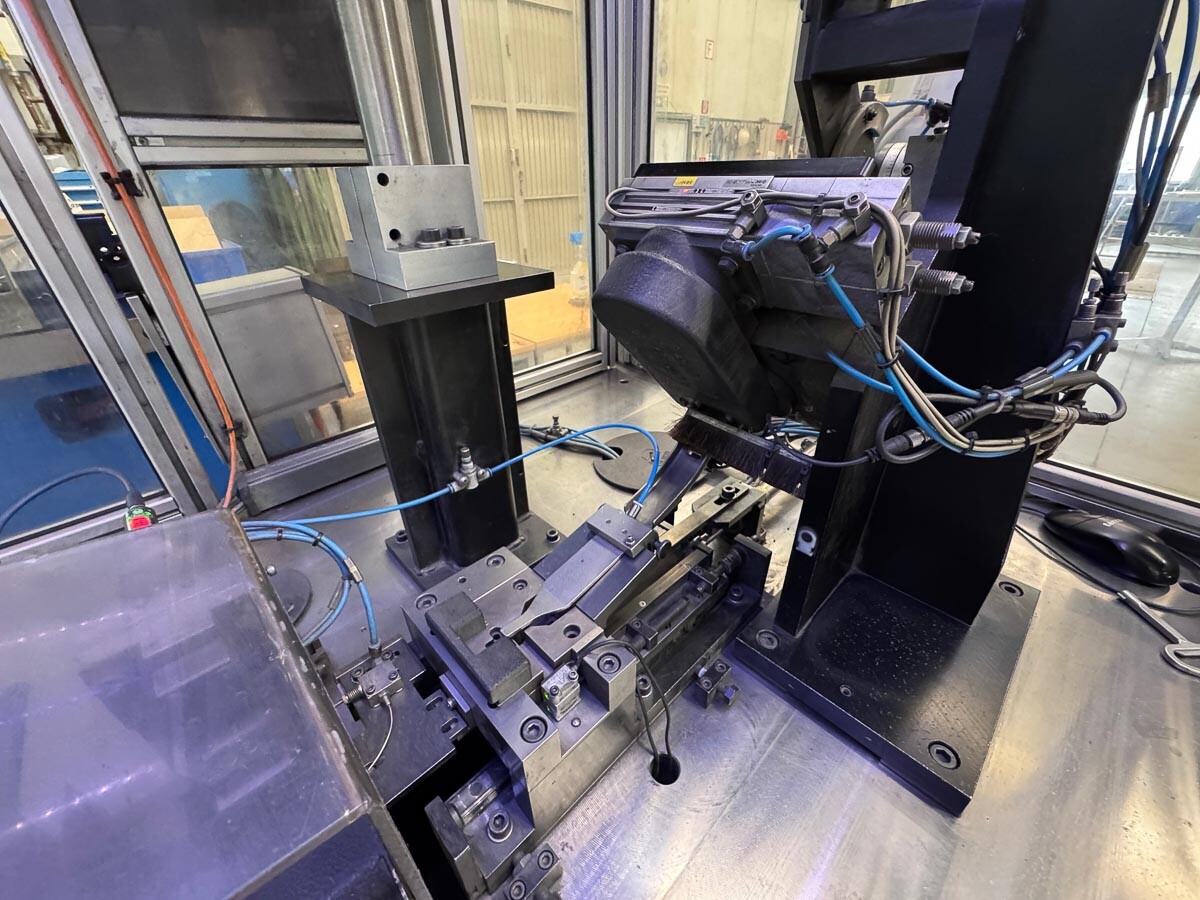
Milling machine for machining the back of steel keys
consisting of:
- Robust machine frame with precision-milled base plate.
- Loading magazine for fitting bar magazines.
- Automatic loading unit
- Pneumatic loading pusher with quickly interchangeable masks for the respective key type.
- Ejector or hold-down lever similar to the FIMAT machine you are currently using. Chute for transferring the milled keys into a bin.
- The entire loading magazine can be moved axially on precision guides by +/- 20 mm. An adjusting spindle with position indicator is provided as a setting aid.
- The entire magazine block is secured by means of a clamping bar.
- Pneumatic power clamping device for holding the two key-specific clamping jaws.
- These jaws can be changed quickly when switching profiles. Clamping device adjustable by +-1° via set screws.
With precisely manufactured jaws, adjustment should only be necessary once! - Precision clamping jaws (wire EDM). An extension to additional keys is possible at any time.
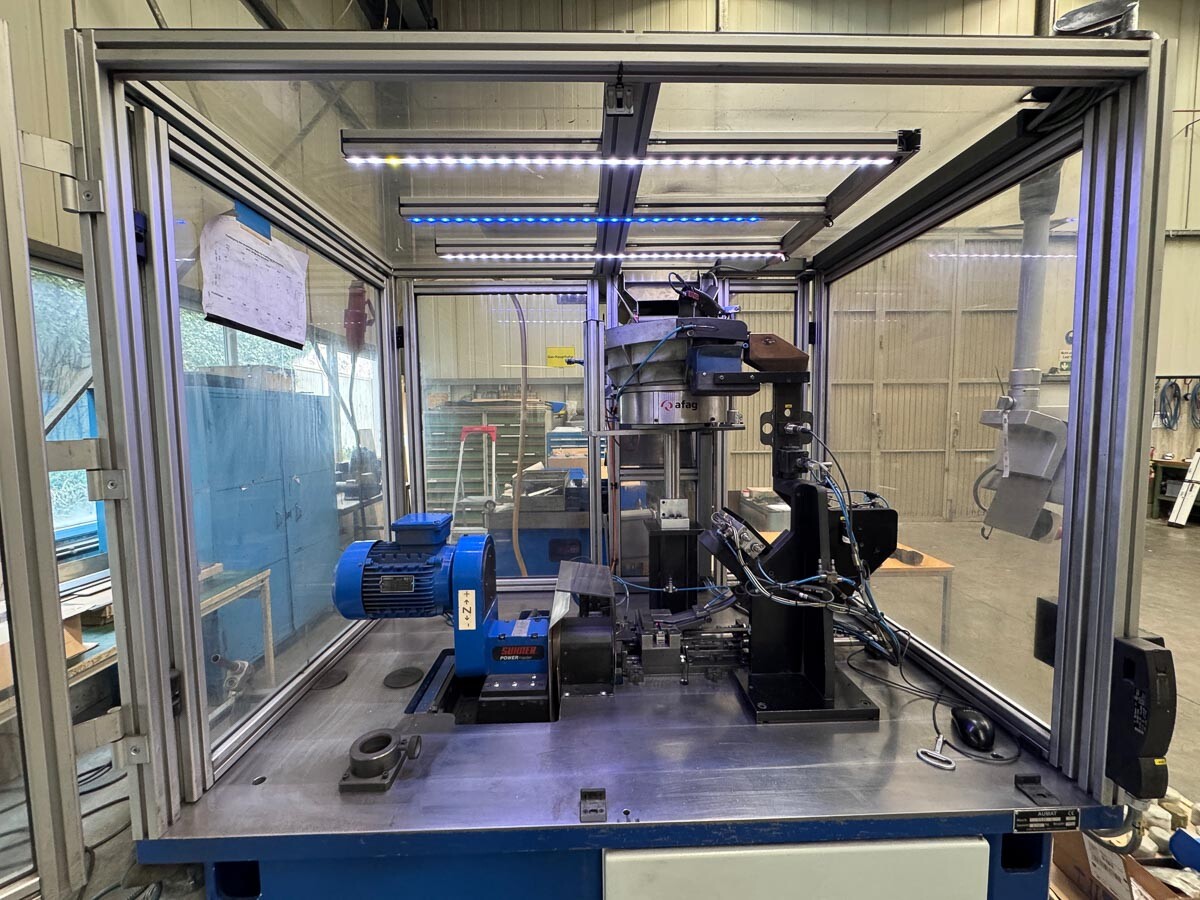
- 2-axis NCI milling unit with ball screws and linear slide guides
- 1 milling spindle with three-phase motor for machining the back. The SK30 milling arbor for holding the corrugated milling cutter is replaceable (mechanical quick-change with drawbar).
This means that cutters with different bore diameters or lengths can also be used if required. - Motor with belt drive in Z arrangement
- Power: 1.5 kW
- Speed: 3000 rpm
- Frequency inverter for infinitely variable speed adjustment
- Chip deflectors and a chip drawer integrated into the machine table.
Optional chip extractor available on request; however, from today’s perspective this should not be necessary.
Automatic loading unit with additional refill hopper.
consisting of:
- Welded bracket with boring-mill machining for mounting the components
- Refill hopper (heavy-duty version with 40 kg payload)
- Vibratory bowl feeder with discharge baffle, diameter 400 mm
- Inductive level monitoring
- Pneumatic singulation
- Turning wheel 1 (inductive detection of head position)
- Turning funnel (tip detection via laser photoelectric sensor)
- Transfer rail to the stack magazine
- Control units
- Control system expansion
- BECKHOFF control system with touch panel. Recipes for the various key types and back variants can be stored.
- 2 Beckhoff servo axes AM8023, 400 V AC, Mo= 1.20 Nm, multiturn absolute encoder, Z axis with brake.
- Beckhoff built-in panel PC with 6.5" touch interface, control cabinet with all required control components, fully wired and tested; the visualization is created with TwinCat HMI.
- Recipe for saving various motion profiles.
- Creation of the circuit diagrams in Eplan8.
- The control cabinet is permanently mounted to the machine frame.
- The operating elements and the panel PC are mounted in the side wall of the control cabinet.
- Machine installation and initial commissioning at AUMAT.
- ITEM safety enclosure
- Staff training during acceptance at AUMAT.
- 3 sets of jaws and 3 magazine pushers are supplied, corresponding to the sampled keys.
Cycle time: approx. 3 seconds/keyChange parts for milling machine for machining the back of steel keys
consisting of:
-
5 sets of clamping jaws, precision wire-EDM, hardened to HRC 60
-
4 key pushers, contour-EDM, hardened and ground
-
Staff training

Machine

Maschine mit Zubehör
Rückenfräsmaschine

Rückenfräsmaschine

Sortiertopf-mit-Bandbunker

Topf
Seitenansicht
Zuführeinheit

Wälzfräser

Zubehör

Sortierung_Wechselteile

Spaneschüppe

Schiebersätze

Sauger

Pneumatikinsel

Fülltrichter

Frässpindel

Fräser
